SRS Solar Lights Showroom Upgrade.Welcome to our new exhibition hall
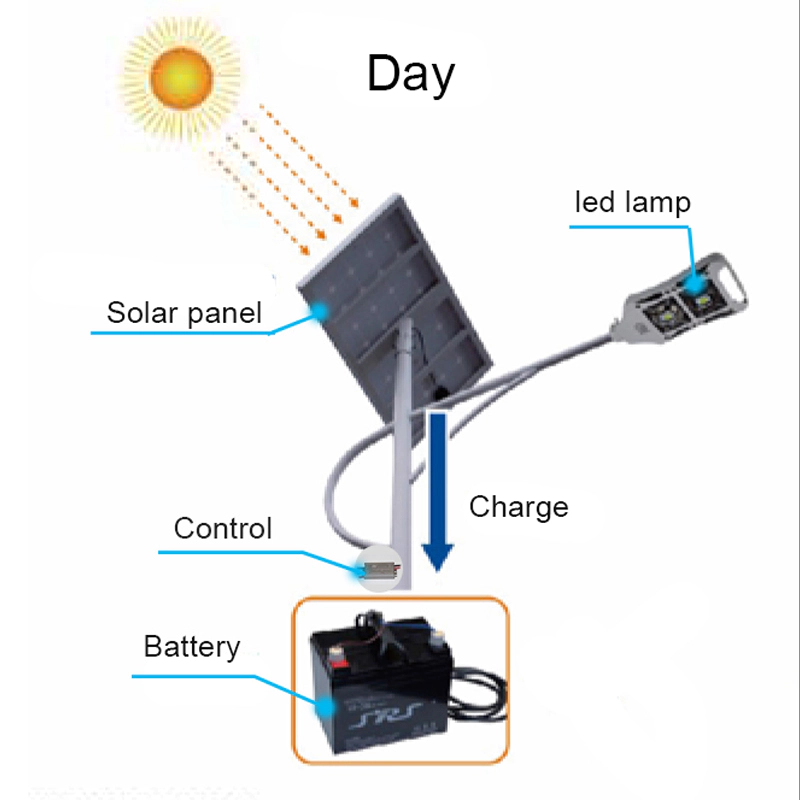
Solar street light,solar garden light,slar flood light and more solar lights
SRS 26 years Professional in PV intelligent application,solar powered street lights.

solar street light light pole production process1.
Blanking shear 1.
1 article first adjust the cutting machine in front of the shear Angle with the vertical scissors ruler. 1。
2 good plate put the position, guarantee the maximum size of the remaining material, make the remaining material to use. 1。
3 length from open at ordinary times guarantee, under the bottom size for 2 mm wide growing material size tolerance each section rod head is tolerance;
General: 0
2m。 1。
4 equipment: cutting should check the running situation of rolling shear equipment, clear the debris on the track, keep equipment in good running condition. 2。
Bending.
Bending is the key procedure in the production of light pole, the stand or fall of bending, directly affect the quality of the light pole and after bending forming beyond repair.
Specific attention to the following: 2.
1 before bending: first, to get rid of the sheet metal cutting slag, ensure no cutting slag crushed when bending mold. 2。
2 check sheet length, width, and straight, straight degree & le;
1/1000, if not straight degree requirements, revision, especially the polygon pole make sure is not straight. 2。
3 large bending machine bending depth, determine the plate put the position. 2。
4 correct marking on sheet metal, error: 1 mm. 2。
Correctly 5 on the line, bending, make the tube seam to minimize, two arms at the same time the high end is not more than 5 mm. 3。
Welding.
When welding the folded straight seam welded pipe seam after bending.
Submerged arc welding automatic welding, welding mainly been welder should have more responsibility, should be adjust the position of welding, welding guarantee weld straightness. 4。
Repair grinding.
Repair after grinding is for automatic welding of tube billet defects repair.
Repair personnel should be checked by the root, found defective parts for repair welding and repair welding is completed, then grinding, grinding it with automatic weld are basically the same. 5。
Plastic surgery.
Plastic process including light pole straightening and two round the ends of the rod and polygon diagonal dimension, tolerance commonly: 2 mm.
Billet stem straightness error is less than: 1.
5/1000. 6。
Neck.
Keep working procedure is bent into ponder on both ends of the tube billet, ensure the nozzle and the center line of the vertical, there is no Angle and height, at the same time make the after end surface polishing. 7。
Base plate.
Spot welding bottom flange and steel plate, the key is to ensure that the bottom flange to the light straight vertical centerline, vertical stiffened plate and bottom flange, and the lamp straight generatrix flat line at the same time. 8。
Welding bottom flange and steel plate.
Welding requirements with reference to the national standard of welding procedure, ensure the welding quality of welding seam to beautiful, porosity, slag. 9。
Open the door.
This process in the process of work, must be calibrated boldness (
1)
Determine the direction of the door to see drawing first, and then according to the drawing size.
Dimensions include: up and down, left and right sides, and the frame size, should be cautious when plasma cutting, guarantee, cut a straight line, at the same time cut the door plank with light pole distribution in welding to burn. 10。
Welding door, electric appliances, locks.
Welding door article article 20 mm wide door, out of eight
Article 10 mm position down, especially when welding the door should be close to the light pole, welding to firm.
Article welding electric appliances and lock, mainly according to the drawing order good location, lock welded in the middle of the door, 2 mm error, keep the above level, no more than light pole. 11。
Bending fork.
Open fork bending process and have the same nature, should be calibrated boldness.
First of all, pay attention to the direction of the door, the second note bending point, the third light fork Angle, traction cannot fast and slow, it promote the yield of 100%. 12。
Galvanized.
Galvanized quality directly affects the quality of the light pole, galvanized requirement according to national standards of galvanized, after plating surface is smooth, no color difference, there can be no sag, sagging serious light pole must be born again returned to the plating. 13。
Plastic spraying.
Coating is the purpose of it is in order to beautiful, 2 it is to anti-corrosion 13.
1 grinding: use galvanized surface polishing grinding wheel to grind, guarantee the light pole surface smooth, level off. 14。
Factory inspection, bandaging, shipment.
Wow, this sounds like a bit of a cruel question, but it is a vitally important question to ask yourself if you are struggling with your custom made solar lights and you would like to stop the solar light problem.
If you are looking for led street light manufacturers solar light, we have plenty of them in our store. We have custom made solar lights and many others. Visit SRS Solar Street Light to know more.
Our company is professional in selling solar light as well as providing a series of relevant services.
You will have a led street light manufacturers that looks custom made solar lights all the time, Because your is handling with it.
Provide solar light strategists with enough funds to adequately market our company and the products and services it provides.
Copyright © 2025 Sky Resources Solar Technology Co., Ltd. | All Rights Reserved 粤ICP备05030229号
We are here to help you! If you close the chatbox, you will automatically receive a response from us via email. Please be sure to leave your contact details so that we can better assist